COPPER WATERSTOP
Description
CORKJOINT® offers a range of Sure-Stop® Copper Waterstops designed and manufactured from phosphorus non-arsenical copper alloy at 1.0mm thick to AS1566 or BS EN 1172 international standards and specifications.
Sure-Stop® Copper Waterstops are predominantly used in water retaining structures such as dams, which receive very high hydrostatic heads of water pressure against the joint and provide a very high grade of performance and give resistance to certain types of chemical attack due to their durability, integrity and strength.
Sure-Stop® Copper Waterstops are available in three standard types and sizes (refer to physical dimensions) with custom shapes and sizes formed to your requirements. A range of factory made and quality controlled intersections can also be provided to decrease the problems associated with manufacturing them on site, leaving straight welded joins for the field.
CORKJOINT® recommends that their copper waterstops be braze welded with silver brazing alloy (SBA 250) or equivalent type (refer to our joining/welding procedures) and after forming they are annealed at 200°C for one hour in an electric furnace and allowed to air cool.
Uses
�
Physical Dimensions
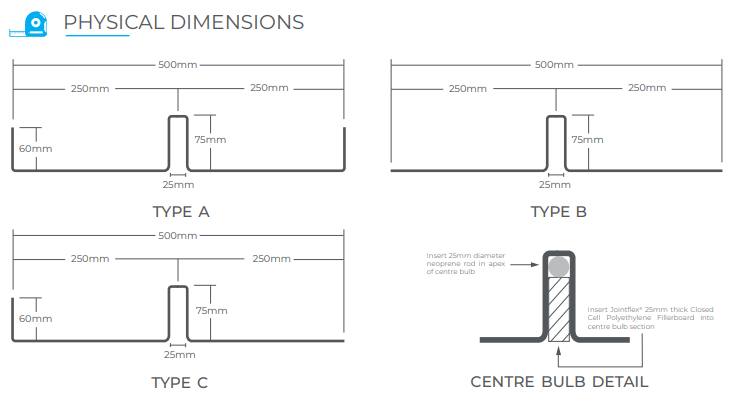
Note: The above dimensions are only an indication. Project specific shapes and sizes can be custom produced to suit.
Centre Bulb Details
-
Insert neoprene rubber rod (diameter to be the same size as width of internal rib width) into the top section of the centre bulb.
-
Insert Jointflex® Closed Cell Polyethylene Fillerboard (thickness to be the same size as width of the internal bulb width) into the centre bulb so it sits directly under the neoprene rod.
Joining / Welding Guidelines
-
Joining of the Sure-Stop® Copper Waterstops shall be carried out by the contractor as shown in the drawings.
-
The contractor shall provide all necessary joining materials and equipment.
-
The joining procedure shall be carried out by the brazing welding method.
-
The brazing alloy used for brazing shall be silver brazing alloy 250 (SBA 250) or an approved equivalent by the superintendent may be used.
-
All areas to be joined shall be thoroughly cleaned and dried before undertaking the process.
-
The Sure-Stop® Copper Waterstops shall be lapped by 100mm at the join areas.
-
Parts to be joined shall be clamped together such that the gap between the areas to be brazed are within the range of 0.05mm – 0.10mm. Importance and extra care must be taken when brazing the expansion bulb area of the waterstop so as to make sure that it is fully welded and sealed.
-
Brazing flux shall be silver brazing flux no. 2 or equivalent and shall be applied to the parts to be joined and to the brazing rods.
-
The parts to be joined must be pre-heated with a neutral flame and when the correct temperature is achieved (recommended by the manufacturer), the brazing alloy shall be applied, keeping the torch in a constant moving motion.
� � �Packaging

